





Art of Control
Da più di 30 anni, soluzioni innovative per il dosaggio e il controllo di linee di estrusione termoplastiche.

PRODOTTI IN PRIMO PIANO
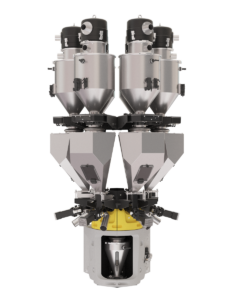
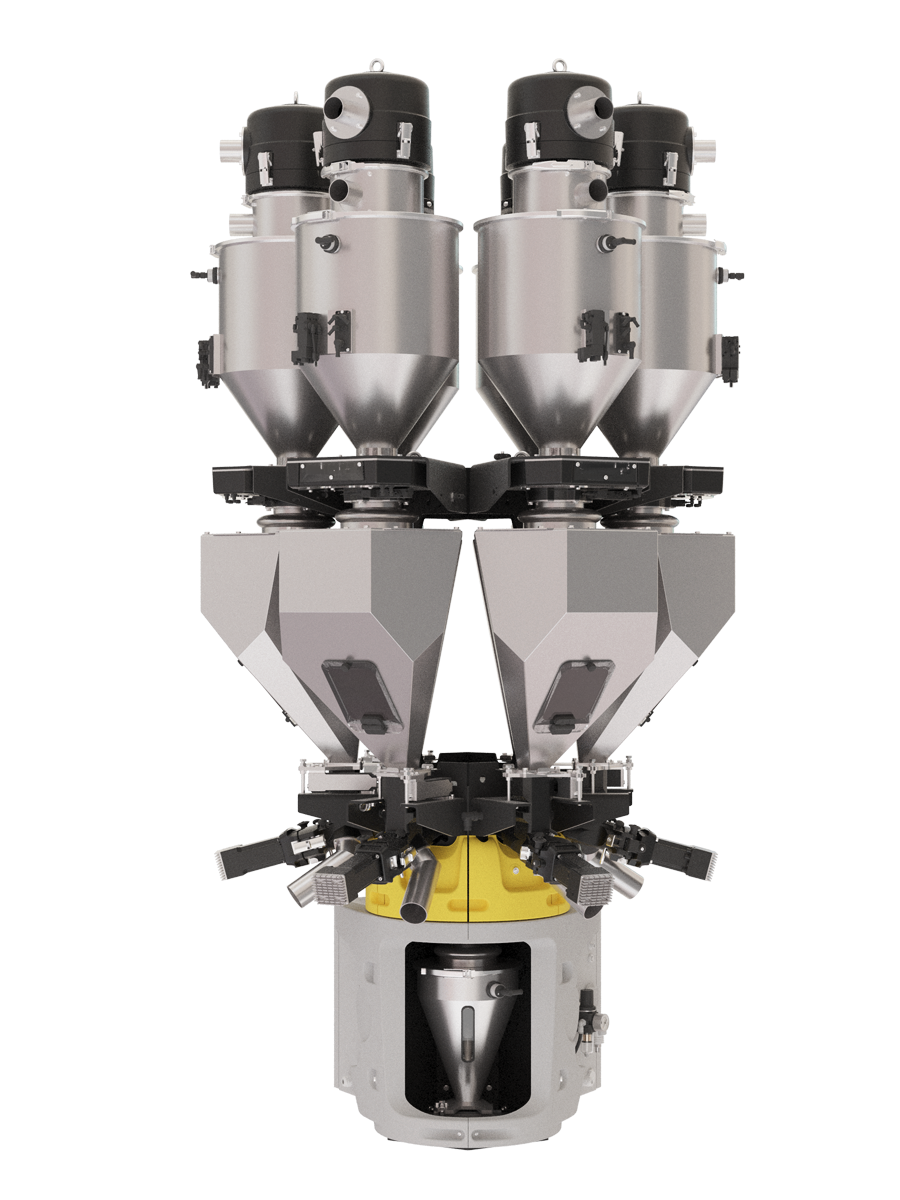
Grado Adroit
Dosatore gravimetrico batch con controllo di estrusione integrato Progettato per miscelare granuli di buona scorrevolezza nei processi in cui un dosaggio preciso e ripetibile e un’efficace miscelazione sono requisiti imprescindibili.

PRODOTTI IN PRIMO PIANO
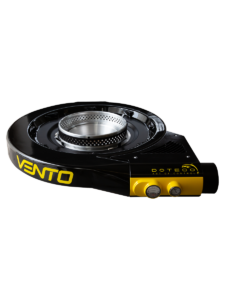
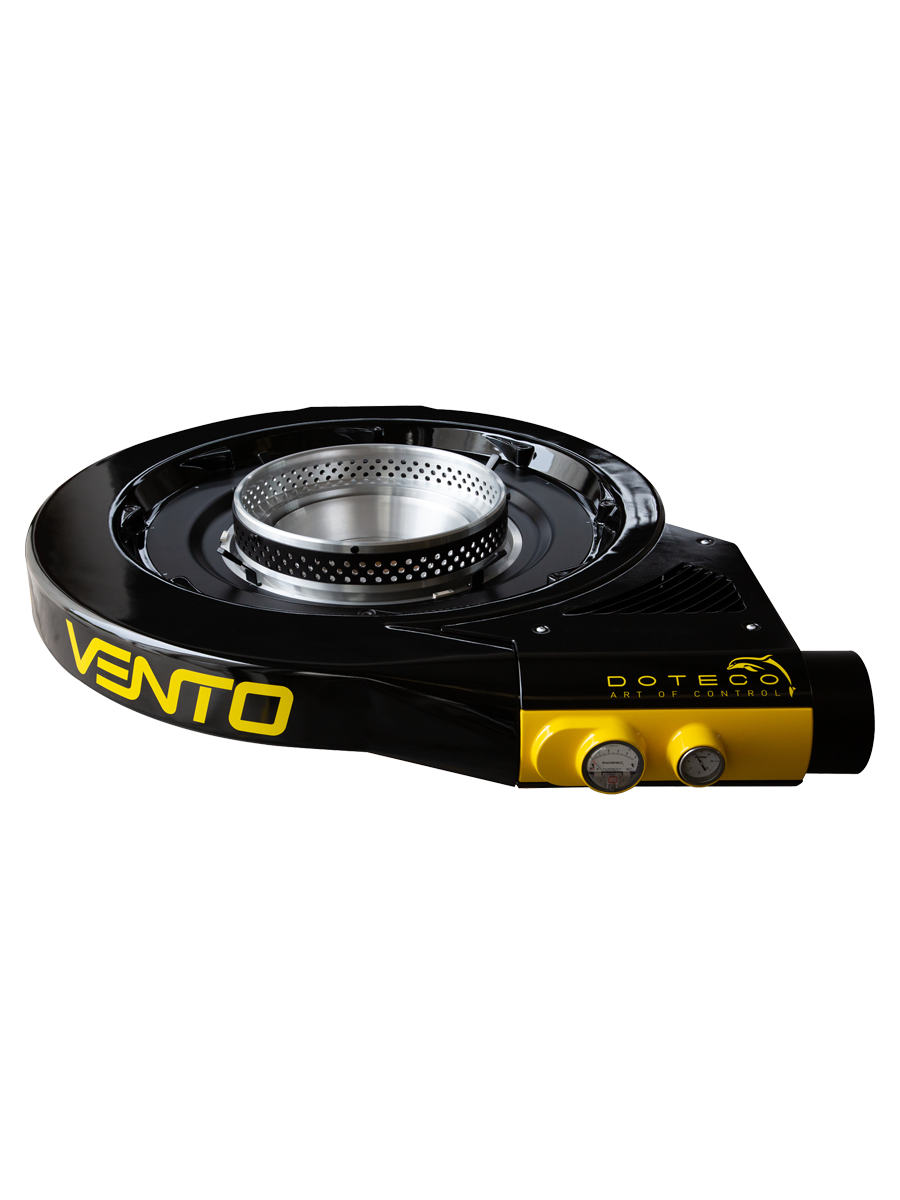
Vento
Sistema di raffreddamento e controllo dello spessore del film
L’anello è stato pensato per ridurre al minimo frizione e perdite di carico, consentendo di raggiungere elevatissime prestazioni in termini di produttività della linea e uniformità dello spessore del film.
Prodotti in primo piano
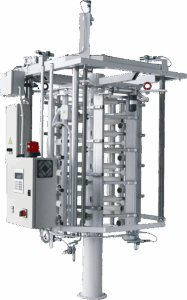
Blendo Adroit
Dosatore gravimetrico continuo a perdita di peso
Indicato per il dosaggio di granuli nei processi di estrusione in cui la precisione del dosaggio e una dispersione omogenea degli additivi sono requisiti imprescindibili
Scopri tutti i nostri prodotti



Applicazioni
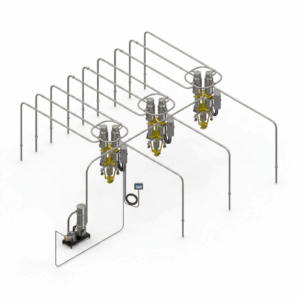
Film in bolla
Dosaggio, controllo di estrusione, spessore e larghezza film. Scopri tutte le nostre soluzioni per l’automazione delle linee per film in bolla.